Hydraulic Press Forming Process On Ceramic
Processes Free Full Text A Review On Energy Consumption Energy Efficiency And Energy Saving Of Metal Forming Processes From Different Hierarchies Html
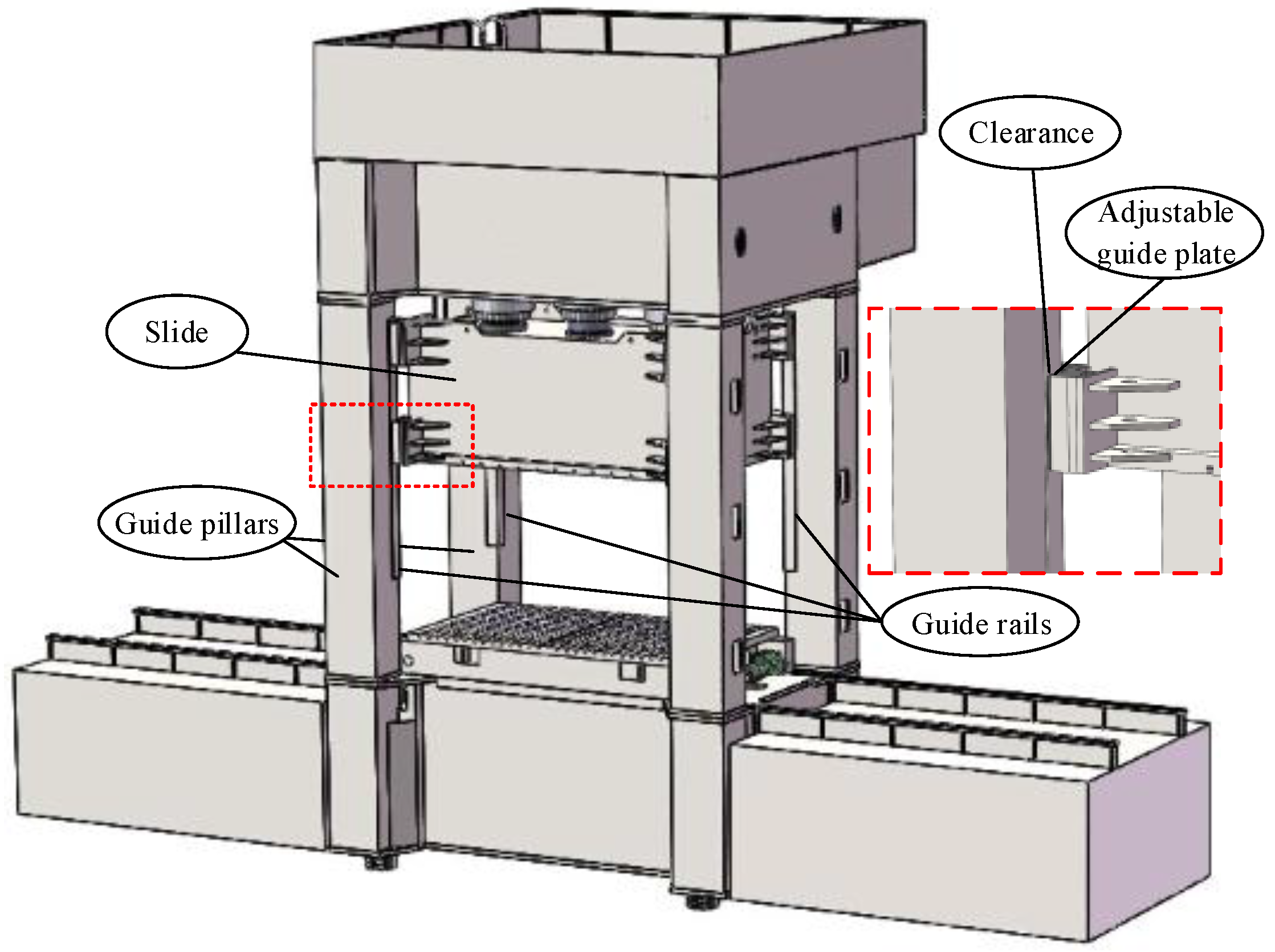
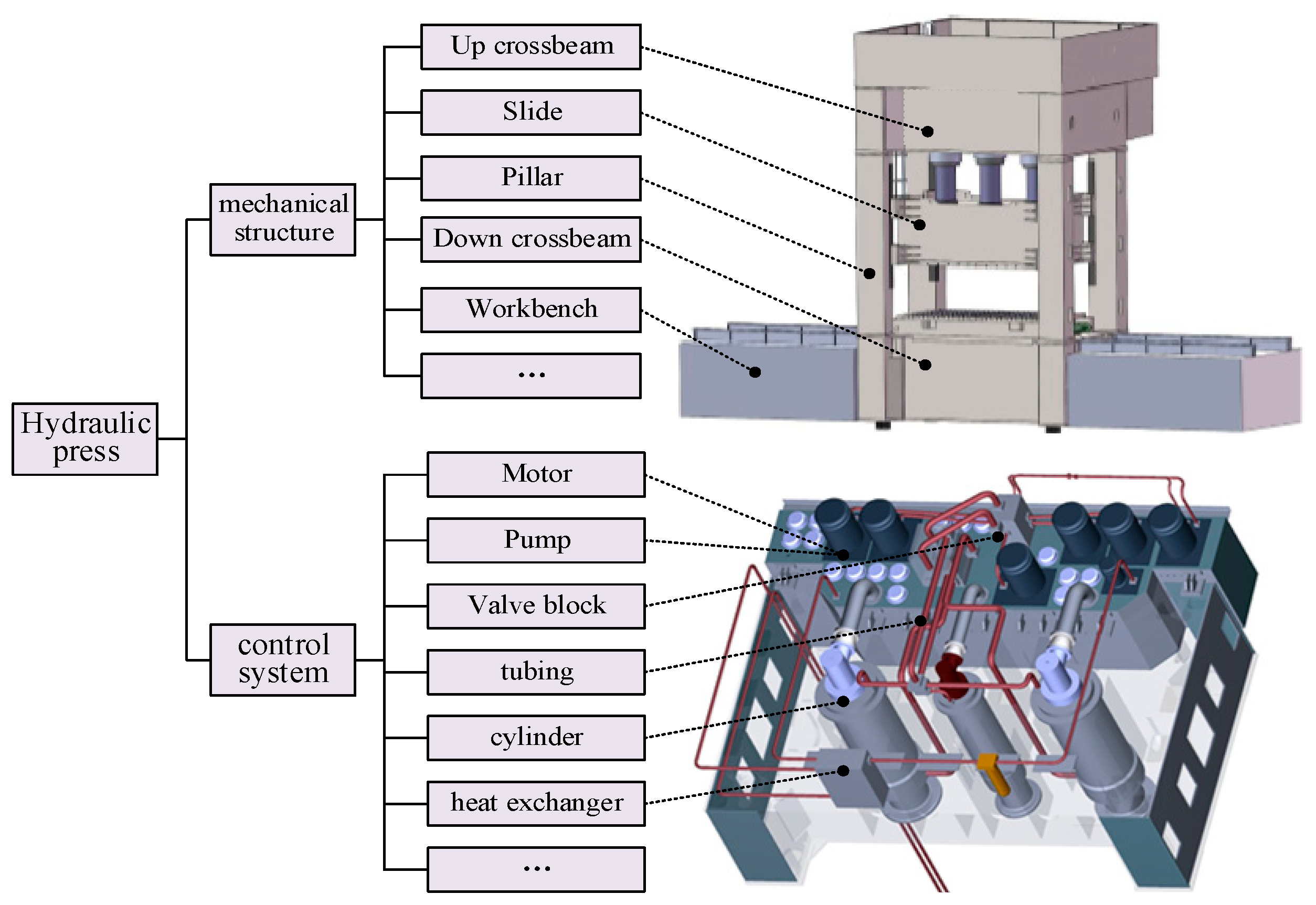
Energies Free Full Text Design And Optimization Of The Slide Guide System Of Hydraulic Press Based On Energy Loss Analysis Html

Hydraulic Press Forming Example Jewelry Box Diy Metal Working Tools Jewelry Form

Electric Hydraulic Press China Bend Machine Hydraulic Electricity

Shenchong Machine How Does Hydraulic System Of Press Brake Work Hydraulic Systems Press Brake Hydraulic

China 4 Pillars Hydraulic Press Machine For Ceramic Tile China Hydraulic Press Machine Hydraulic Press

Mechanical presses have higher production rates.
Hydraulic press forming process on ceramic.

What Is A Hydraulic Press

Industrial Hydraulic Press Machine High Performance Hydraulic Presses For Press Fitting With Low Price Hydraulic Press Machine Press Machine Manufacturing
How To Make Hydraulic Press Machine Mini Hydraulic Machine Without Welding Youtube

Top 8 Uses Of Hydraulic Press

Pin On 4 Post Hydraulic Press Machine

Pin On 4 Post Hydraulic Press Machine

Hydraulic And Mechanical Presses Pressing Hydraulic Mechanic

Optimizing Hydraulic Presses For Deep Drawing

High Energy Rate Forming Of Sheet Metal High Energy Metal Fabrication Energy

Cnc Hydraulic Press Brake Machine Germany In 2020 Press Brake Machine Hydraulic Press Brake Hydraulic

Pin On Press Formed Jewelry

China Ceiling Tiles Ceramic Tile Hydraulic Press Making Machine China 800t Hydraulic Press Machine 315t Hydraulic Press Machine

Connection Of Hydraulic Press Top Crossbar With Working Cylinder

This Is Our 150 T Four Column Hydraulic Press Machine We Can Make The Machine Worktable And Open Height As You Need And Can According To Your Product To Desig

Nano Tiles Basic Manufacturing Process In 2020 Vitrified Tiles Tiles Ceramic Tiles

7 Uses For A Hydraulic Press

Centrepunch Ltd On Twitter Jewelry Box Diy Diy Jewelry Projects Metal Crafts

Jewelry Basics For The Hydraulic Press With Richard Sweetman Video Download Basic Jewelry Metal Working Hydraulic
3
Source : pinterest.com
